行業(yè)資訊
產(chǎn)品推薦
RECOMMEND濟(jì)南型鋼焊接的注意事項(xiàng)
發(fā)布時(shí)間:2025-07-25 來(lái)源:http://www.xpj55507.com/
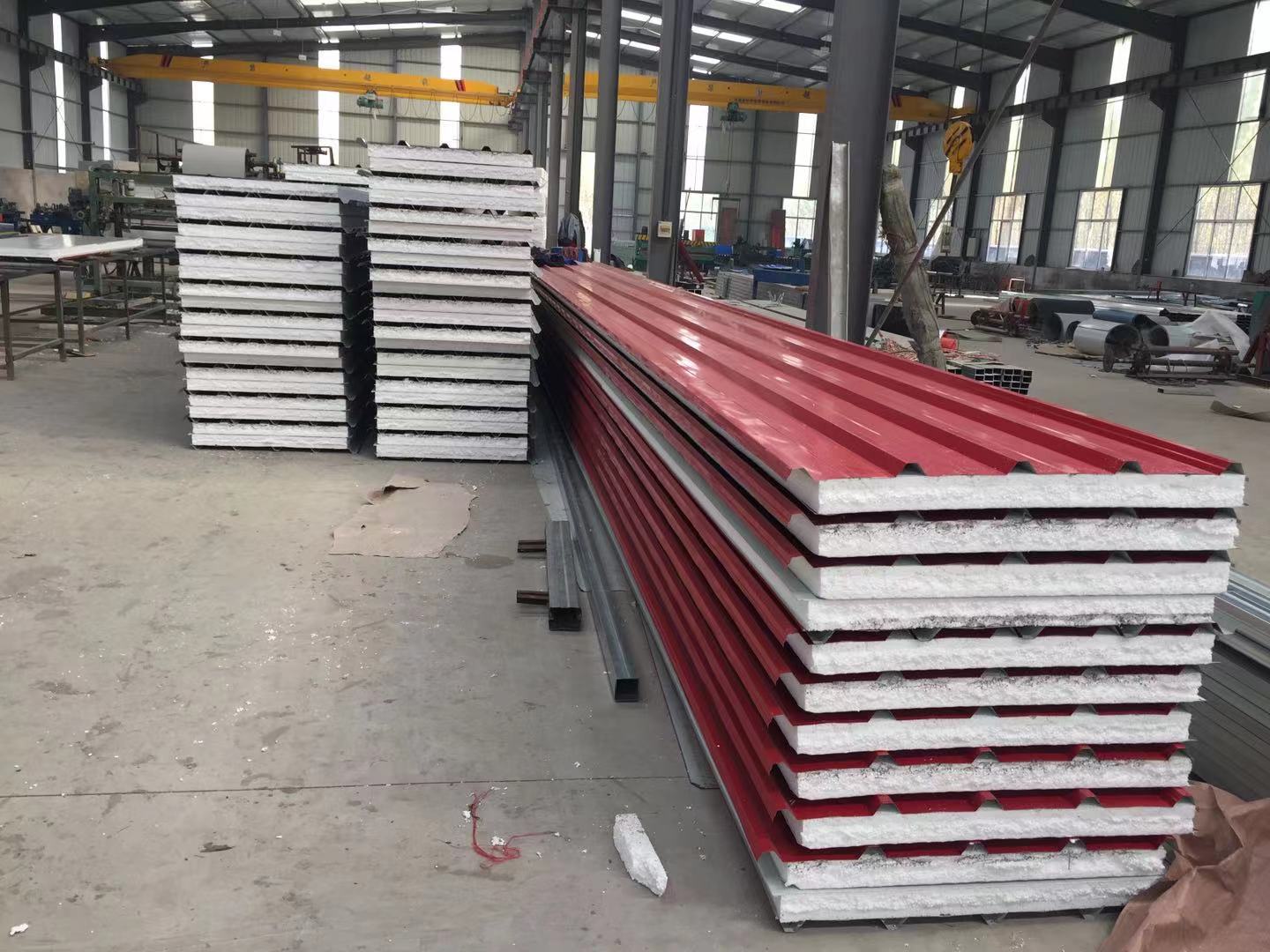
濟(jì)南作為工業(yè)重鎮(zhèn),型鋼焊接廣泛應(yīng)用于建筑鋼結(jié)構(gòu)、機(jī)械制造等領(lǐng)域。型鋼焊接質(zhì)量直接影響構(gòu)件的承載能力與安全性,操作中需兼顧材料特性、工藝規(guī)范與環(huán)境因素,避免出現(xiàn)裂紋、未焊透等缺陷。掌握關(guān)鍵注意事項(xiàng),是保障焊接構(gòu)件長(zhǎng)期穩(wěn)定運(yùn)行的基礎(chǔ)。
As an industrial hub, Jinan's steel welding is widely used in fields such as building steel structures and machinery manufacturing. The welding quality of steel sections directly affects the load-bearing capacity and safety of components. During operation, it is necessary to consider material characteristics, process specifications, and environmental factors to avoid defects such as cracks and incomplete welding. Mastering key precautions is the foundation for ensuring the long-term stable operation of welded components.
焊接前的準(zhǔn)備工作是保證焊接質(zhì)量的前提,需從材料處理與設(shè)備檢查兩方面著手。型鋼表面的銹跡、油污、氧化皮會(huì)影響焊縫結(jié)合力,焊接前需用角磨機(jī)搭配鋼絲輪有效打磨,露出金屬光澤,尤其坡口兩側(cè) 50 毫米范圍內(nèi)需清理干凈,若存在較深銹蝕坑,需補(bǔ)焊后再打磨平整。不同型號(hào)的型鋼(如 H 型鋼、工字鋼、角鋼)需采用對(duì)應(yīng)坡口形式,厚壁型鋼(厚度超過(guò) 10 毫米)宜開(kāi) V 形或 X 形坡口,坡口角度控制在 60°-70°,鈍邊厚度 2-3 毫米,確保焊條能深入坡口根部,避免未焊透;薄壁型鋼可采用 I 形坡口,通過(guò)預(yù)留 1-2 毫米間隙保證熔深。焊接設(shè)備需提前調(diào)試,電焊機(jī)輸出電流、電壓應(yīng)與焊條型號(hào)匹配(如堿性焊條需采用直流反接,電流根據(jù)焊條直徑調(diào)整),焊鉗、地線連接牢固,避免接觸不良導(dǎo)致電流波動(dòng),影響焊縫成形。
The preparation work before welding is a prerequisite for ensuring welding quality, which needs to start from two aspects: material handling and equipment inspection. Rust, oil stains, and oxide scales on the surface of the steel section can affect the bonding strength of the weld seam. Before welding, it is necessary to thoroughly polish it with an angle grinder and a steel wire wheel to expose the metallic luster. Especially within a 50mm range on both sides of the groove, it needs to be cleaned thoroughly. If there are deep rust pits, they need to be repaired and polished flat after welding. Different types of steel (such as H-beams, I-beams, and angle steels) should adopt corresponding groove forms. Thick walled steel (with a thickness exceeding 10 millimeters) should have V-shaped or X-shaped grooves, with a groove angle controlled between 60 ° -70 ° and a blunt edge thickness of 2-3 millimeters, to ensure that the welding rod can penetrate deep into the groove root and avoid incomplete welding; Thin walled steel can adopt an I-shaped groove, with a reserved gap of 1-2 millimeters to ensure deep penetration. The welding equipment shall be debugged in advance. The output current and voltage of the electric welding machine shall match the model of the welding rod (for example, the alkaline welding rod shall adopt DC reverse connection, and the current shall be adjusted according to the diameter of the welding rod). The welding tongs and ground wires shall be firmly connected to avoid the current fluctuation caused by poor contact, which will affect the weld formation.
焊接過(guò)程中的工藝控制直接決定焊縫質(zhì)量,需嚴(yán)格把控參數(shù)與操作手法。焊接電流是關(guān)鍵參數(shù),電流過(guò)小會(huì)導(dǎo)致熔深不足,形成未焊透;電流過(guò)大則會(huì)造成咬邊、燒穿,還會(huì)使合金元素?zé)龘p,降低焊縫強(qiáng)度。通常根據(jù)型鋼厚度選擇焊條直徑(3.2 毫米焊條適合 6-10 毫米厚型鋼,4 毫米焊條適合 10-20 毫米厚型鋼),并匹配相應(yīng)電流(100-130A 對(duì)應(yīng) 3.2 毫米焊條,160-200A 對(duì)應(yīng) 4 毫米焊條)。焊接速度需均勻穩(wěn)定,手工電弧焊時(shí)每秒移動(dòng) 3-5 毫米為宜,過(guò)快易造成焊縫窄而高,過(guò)慢則會(huì)導(dǎo)致焊縫過(guò)寬、晶粒粗大。多層多道焊時(shí),每層焊完后需用角磨機(jī)清理焊渣與飛濺,檢查無(wú)氣孔、裂紋后再焊下一層,層間溫度控制在 150-300℃(低碳鋼),避免溫度過(guò)高導(dǎo)致熱影響區(qū)擴(kuò)大,或溫度過(guò)低產(chǎn)生冷裂紋。對(duì)于厚壁型鋼的立焊與橫焊,需采用短弧焊接,焊條角度與工件保持 45°-50°,通過(guò)小幅擺動(dòng)確保坡口兩側(cè)熔合良好。
The process control during welding directly determines the quality of the weld seam, and strict control of parameters and operating techniques is required. Welding current is a key parameter, and too low a current can lead to insufficient penetration and incomplete welding; Excessive current can cause undercutting and burning through, as well as burn damage to alloy elements and reduce weld strength. Usually, the diameter of the welding rod is selected based on the thickness of the steel section (3.2mm welding rod is suitable for 6-10mm thick steel section, 4mm welding rod is suitable for 10-20mm thick steel section), and the corresponding current is matched (100-130A corresponds to 3.2mm welding rod, 160-200A corresponds to 4mm welding rod). The welding speed needs to be uniform and stable. It is advisable to move 3-5 millimeters per second during manual arc welding. If it is too fast, it can cause the weld seam to be narrow and high, while if it is too slow, it can cause the weld seam to be too wide and the grain to be coarse. When welding multiple layers and multiple passes, after each layer is welded, it is necessary to use an angle grinder to clean the welding slag and spatter, check for no pores or cracks, and then weld the next layer. The interlayer temperature should be controlled at 150-300 ℃ (low carbon steel) to avoid the expansion of the heat affected zone caused by high temperature or the occurrence of cold cracks caused by low temperature. For vertical and horizontal welding of thick walled steel, short arc welding is required, with the welding rod angle kept at 45 ° -50 ° to the workpiece, and a small swing to ensure good fusion on both sides of the groove.

環(huán)境因素對(duì)型鋼焊接質(zhì)量影響顯著,需采取針對(duì)性防護(hù)措施。濟(jì)南夏季高溫高濕,焊接時(shí)空氣中的水汽易進(jìn)入熔池形成氣孔,此時(shí)需對(duì)焊條進(jìn)行烘干(酸性焊條經(jīng) 150℃烘干 1 小時(shí),堿性焊條經(jīng) 350℃烘干 1-2 小時(shí)),烘干后存入 80-100℃保溫筒,隨用隨取,避免再次吸潮。冬季低溫環(huán)境(低于 0℃)會(huì)降低焊縫冷卻速度,導(dǎo)致淬硬組織產(chǎn)生,引發(fā)裂紋,焊接前需對(duì)型鋼進(jìn)行預(yù)熱,用氧乙炔焰均勻加熱坡口及兩側(cè) 100 毫米范圍,預(yù)熱溫度達(dá)到 80-150℃(根據(jù)鋼種調(diào)整),并保持層間溫度不低于預(yù)熱溫度。大風(fēng)天氣(風(fēng)速超過(guò) 8 米 / 秒)會(huì)吹散電弧周圍的保護(hù)氣體(手工電弧焊雖無(wú)保護(hù)氣體,但強(qiáng)風(fēng)會(huì)導(dǎo)致電弧不穩(wěn)),需搭建臨時(shí)防風(fēng)棚,確保焊接區(qū)域風(fēng)速控制在允許范圍內(nèi)。
Environmental factors have a significant impact on the welding quality of steel sections, and targeted protective measures need to be taken. Jinan has high temperature and humidity in summer, and water vapor in the air during welding is prone to enter the molten pool and form pores. At this time, the welding rods need to be dried (acidic welding rods are dried at 150 ℃ for 1 hour, and alkaline welding rods are dried at 350 ℃ for 1-2 hours), and then stored in an 80-100 ℃ insulation cylinder for immediate use to avoid moisture absorption again. The low temperature environment in winter (below 0 ℃) will reduce the cooling rate of the weld seam, leading to the formation of hardened structure and causing cracks. Before welding, the section steel needs to be preheated by uniformly heating the groove and both sides within a range of 100mm with an oxyacetylene flame. The preheating temperature should reach 80-150 ℃ (adjusted according to the steel type), and the interlayer temperature should not be lower than the preheating temperature. Strong wind weather (with wind speeds exceeding 8 meters per second) can blow away the protective gas around the arc (although manual arc welding does not have protective gas, strong winds can cause unstable arc), and temporary windproof shelters need to be built to ensure that the wind speed in the welding area is controlled within the allowable range.
不同類型型鋼的焊接需采用差異化策略,適應(yīng)其結(jié)構(gòu)特點(diǎn)。H 型鋼焊接核心關(guān)注翼緣板與腹板的連接,采用船形焊或橫焊方式,焊腳尺寸按設(shè)計(jì)要求確定(通常為型鋼厚度的 0.7 倍),避免因焊腳過(guò)大導(dǎo)致腹板變形。工字鋼對(duì)接時(shí),需保證上下翼緣與腹板對(duì)齊,錯(cuò)邊量不超過(guò) 1 毫米,焊接順序應(yīng)先焊腹板對(duì)接縫,再焊翼緣對(duì)接縫,減少焊接應(yīng)力導(dǎo)致的彎曲變形。角鋼焊接常出現(xiàn)的問(wèn)題是焊后角度變形,可采用對(duì)稱焊接法(從角鋼兩側(cè)交替施焊),或在焊接前用夾具固定,焊后緩慢冷卻,待應(yīng)力釋放后再拆除夾具。對(duì)于異種型鋼連接(如 H 型鋼與角鋼焊接),需根據(jù)兩者厚度選擇焊條,厚側(cè)宜采用多層焊,薄側(cè)控制焊接電流,避免燒穿。
Different welding strategies should be adopted for different types of steel to adapt to their structural characteristics. The focus of H-beam welding is on the connection between the flange plate and the web plate, using ship welding or transverse welding methods. The size of the weld leg is determined according to the design requirements (usually 0.7 times the thickness of the steel section) to avoid deformation of the web plate due to excessive weld leg size. When connecting I-beams, it is necessary to ensure that the upper and lower flanges are aligned with the web plate, with a misalignment of no more than 1 millimeter. The welding sequence should be to weld the web plate butt joint first, and then the flange butt joint to reduce bending deformation caused by welding stress. The common problem with angle steel welding is angle deformation after welding. Symmetrical welding method (alternating welding from both sides of the angle steel) can be used, or the fixture can be fixed before welding, slowly cooled after welding, and the fixture can be removed after the stress is released. For dissimilar steel connections (such as welding H-beams and angle steels), the welding rod should be selected according to the thickness of both. Multi layer welding should be used for the thick side, and the welding current should be controlled for the thin side to avoid burning through.
本文由濟(jì)南方管友情奉獻(xiàn).更多有關(guān)的知識(shí)請(qǐng)點(diǎn)擊:http://www.xpj55507.com真誠(chéng)的態(tài)度.為您提供為多維度的服務(wù).更多有關(guān)的知識(shí)我們將會(huì)陸續(xù)向大家奉獻(xiàn).敬請(qǐng)期待.
This article is a friendly contribution from Jinan Color Steel Tile For more information, please click: http://www.xpj55507.com Sincere attitude To provide you with comprehensive services We will gradually contribute more relevant knowledge to everyone Coming soon.
熱門產(chǎn)品 / HOT PRODUCT
新聞推薦 / NEWS RECOMMENDATIONS
公司名稱:章丘市鴻祥泰彩鋼瓦有限公司
公司地址:章丘區(qū)圣井街道圣井高科技園飛爾康體育用設(shè)施西鄰
電話:13573174182
手機(jī):15866728178 13573174182
技術(shù)部:15866728178
售后服務(wù)部:13573174182
備案號(hào): 魯ICP備16046051號(hào)-1
 魯公網(wǎng)安備 37018102000503號(hào)
魯公網(wǎng)安備 37018102000503號(hào)